compressed air particle testing|Using ISO 8573 : traders ISO 8573-3 describes several methods for measuring water vapor, the level of uncertainty, and the detection range. Methods listed are in . See more 2017 – jogo das estrelas; coletiva; galeria de fotos 2018. 201.
{plog:ftitle_list}
11 de mar. de 2022 · Since, like, forever Corsica has been close in proximity, language, culture, and economy to the Italian peninsula. Today though, it's a part of France which .
Particle testing is performed by size or by mass, depending on the selected purity class. Under ISO 8573-4:2001, this testing determines the number of solid particles within specified size ranges. Not all methods discussed in ISO 8573-4 can be used for all size ranges. Selection of a method will depend on the particle . See moreLaser Particle Counter:A laser particle counter (LPC) is a high-performance, sensitive electronic instrument, and it is an excellent method for determining all three particle size ranges for particle purity classes 1 and 2. The LPC provides rapid, on-site particle . See more
Particle purity classes 6, 7, and X are typically used for industrial tools and pneumatically powered and operated machines with air filtered by general-purpose filters. . See moreISO 8573-3 describes several methods for measuring water vapor, the level of uncertainty, and the detection range. Methods listed are in . See moreWhenever a sample is taken from a compressed air outlet, it is important to ensure that the sampling process itself does not contribute to contamination. The connection between . See more ISO 8573-1:2010 is an internationally accepted language that can be used between the compressor manufacturer, filter manufacturer, product manufacturer, and analytical laboratory to confirm the safety of compressed .
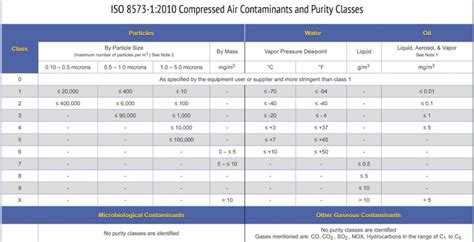
Using ISO 8573
pneumatic machines, Subcommittee SC 4, Quality of compressed air. ISO 8573 consists of the following parts, under the general title Compressed air: Part 1: Contaminants and purity classes Part 2: Test methods for aerosol oil content Part 3: Test methods for measurement of humidity Part 4: Test methods for solid particle content Particle Testing . For purity classes 1-5, particles are measured by their size and quantity. ISO 8573-1 establishes three particle size ranges: 0.1 to 0.5 um (microns), 0.5 to 1.0 um, and 1.0 to 5.0 um. . ISO 8573-1 is a .The SUTO S601 Compressed Air Purity Monitor permanently measures and monitors compressed air contaminants like Dew Point, Oil Vapor, Particle Concentration and Pressure in real time. In doing so, the S601 brings together .
brix refractometer procedure
This paper provides guidelines for the testing of high pressure gases used in cleanrooms according to the cleanliness limits derived from the ISO 14644-1 cleanroom classification standard, the FDA cGMP guidelines and the EU GMP Guidelines. Specifically, this applications paper relates to satisfying the air particle concentration limits of Class 100 (ISO 5) where .Optical Sizing Instruments for Compressed Air Testing. Laser particle counters allow customers with strict purity classes to test for particles in smaller size ranges. ISO 8573-1 specifies that Classes 1 and 2 require an analysis of the particle size range 0.1 – 0.5 micron.Microbial Testing of Compressed Air Micro Testing of Compressed Air or Bioburden Testing per ISO 8573-7 is generally conducted by the pharmaceutical, medical device and food industries. Microbial contaminants found in the compressor or compressed air lines can be devastating to a final product in these industries. A regular Micro Testing program can provide insight to a .Compressed Air Quality Testing Compressed air is widely used throughout industry, with over 90% of manufacturing industries globally using compressed air in one form or another. To be a safe, reliable and cost effective utility, compressed air must be treated. Many facilities use international standards to specify the purity (quality) of
Sampling and Testing for Compressed Air Contaminants
Our foundation is compressed air testing, however we are one of the industry leaders in pure and blended gas testing as well. TRI Air Testing has the ability to test up to ultra-pure standards of the “5 9’s” (99.999%) for all gaseous components in the atmosphere, inert gases, propellant and fuel gases, and all various gas blends. Over the . Laser Particle Counter for Compressed Air. The S130 is a new generation laser particle counter optimized for applications in compressed air or compressed air gases. With quality in mind and with the knowledge of customer needs this instrument is designed for continuous 24/7 operation.Start supply of compressed air to the test assembly. 7. If required adjust the flow rate by setting knob of flow meter. 8. Record the time. 9. On completion of 20 minutes stop supply of compressed air to test assembly. 10. Record the reading for oil content shown on the scale by pale blue color. 11. Detach Gastec tube from the test assembly.
We can accommodate testing specifications like ISO 8573, ISO 14698, NFPA 1989, NFPA 99, OSHA, CGA, CSA, ISPE, USP and many more. Contact us to discuss your compressed air testing and environmental monitoring needs. In this piece, we will further explore how each type of impurity can occur and will discuss how to test compressed air/gas quality. Compressed Air Testing Methods. Each of the types of potential air quality issues has different underlying causes and testing methods. In general, compressed air testing is governed by ISO 8573. Depending on the .
ISO 8573-4,Compressed air — Part 4: Test methods for solid particle content . ISO 8573-5, Compressed air — Part 5: Determination of oil vapour and organic solvent content. 3 Terms and definitions For the purposes of this part of ISO 8573, the terms and definitions given in ISO 7183 and the following apply. 3.1the reduction of the pressure of the compressed air shall not have an influence on solid particle content in the compressed air sample. 7.3 Test procedure 7.3.1 Preparation for measuring The procedures for preparation for measuring shall be in accordance with ISO 8573-2. The weight of the dry membrane shall be determined before the sample is taken.
ISO 8573-7:2003 is the leading standard for testing compressed air. ISO 8573-7 requires before and after blinds, one sterility blank and absolutely no contamination on them. ISO 8573-7 requires a validated impact air .
in compressed air — Sample test report Once the solid particle content in accordance with ISO 8573-4 has been established, a tabulated test report (see Figure A.1) is used to identify those particles present as viable microbiological CFUs in a sample of air taken from the compressed air system under investigation.
A compressed air test is a standardized procedure used to ascertain the quality of the produced air. Compressed air testing determines that the compressed air being supplied to industrial processes is free of .
The Aerotrak Laser Particle Counter is ideal for customers meeting strict limits and purity classes by testing compressed air for particles down to 0.100 microns. When sampling with the AeroTrak, users will take consecutive samples until the results are fairly consistent. Compressed Air - Part 4: Test Methods for Solid Particle Content This part of ISO 8573 provides a guide for choosing a suitable method to determine the solid particle concentration in compressed air, expressed as the number of solid particles in respective size.ISO 8573-4: Solid particle test methods; ISO 8573-5: Oil vapour test methods; ISO 8573-6: Gas test methods; ISO 8573-7: Viable microbiological content tests; . The minimum compressed air quality necessary or desirable will vary according to the processes involved and areas of plant. The cost of delivering ultra pure air is very high and only .ISO8573 - the compressed air quality standard ISO8573 is the group of international standards relating to the quality (or purity) of compressed air. The standard consists of nine separate parts, with part 1 specifying the quality requirements of the compressed air and parts 2 – 9 specifying the methods of testing for a range of contaminants.
brix refractometer purpose
These particles are then injected into the clean air stream. A Scanning Mobility Particle Sizer (SMPS) provides high resolution counting of particles by size and plots a distribution curve for the filter inlet challenge. . Environmental chamber to test Compressed Air Dryers to standard and non-standard conditions .ISO 7183, Compressed-air dryers — Specification and testing; ISO 8573-2, Compressed air — Part 2: Test methods for oil aerosol content; ISO 8573-3, Compressed air — Part 3: Test methods for measurement of humidity; ISO 8573-4, Compressed air — Part 4: Test methods for solid particle content; ISO 8573-5, Compressed air — Part 5: Test methods for oil vapour .
Pharmaceutical manufacturing facilities rely on compressed air for many functions. Because of the risks associated with contaminated compressed air, manufacturers work to ensure the quality of their compressed air. . The ISO 8573-4: 2019 revisions narrow down particle testing methods to microscopy and LPCs, with added LPC calibration .
ISO 3857-4, Compressors, pneumatic tools and machines — Vocabulary — Part 4: Air treatment; ISO 8573-1, Compressed air — Part 1: Contaminants and purity classes; ISO 21501-1, Determination of particle size distribution — Single particle light interaction methods — Part 1: Light scattering aerosol spectrometer It is important to note that a point-of-use filter is vital to ensuring that the compressed air/gas is particle-free upon use. Condensed oil, another contaminant analyzed for NFPA 99 verification testing, can originate within the air compressor, when oil lubricated systems are employed, and/or from the ambient air. . in combination with .Compressed air microbial testing or Bioburden Testing per ISO 8573-7 or ISO 14698 is generally conducted by the pharmaceutical, medical device and food industries. Microbial contaminants found in the compressor or compressed air lines can be devastating to a final product in these industries.
brix refractometer readings after pasteurization
brix refractometer readings after pasturazitaon
web24 de out. de 2023 · A mentor should always have the mentee’s best interests in mind and tailor their mentorship style to meet their needs. Anyone looking for a mentor should follow three best practices: Have a .
compressed air particle testing|Using ISO 8573